Modern refrigerator performance depends heavily on insulation quality. The polyurethane foam layer between the inner liner and outer cabinet affects energy consumption, cooling stability, and product durability.
As energy standards become stricter, more factories are adopting cyclopentane high pressure foaming systems for refrigerator and freezer insulation production.
Why PU Insulation Is Critical in Refrigerators
Polyurethane rigid foam forms the thermal barrier inside refrigerator cabinets. A stable insulation layer reduces heat transfer and improves compressor efficiency.
Main Functions of PU Insulation
- Reduce thermal conductivity
- Maintain internal temperature
- Improve cabinet rigidity
- Lower power consumption
- Increase product life
Typical Refrigerator Insulation Data
| Parameter | Typical Value |
| Foam density | 32–45 kg/m³ |
| Closed-cell rate | ≥90% |
| Thermal conductivity | 18–23 mW/m·K |
| Compression strength | 150–300 kPa |
Lower thermal conductivity generally improves refrigerator energy efficiency.
Why Cyclopentane Became Popular
Older refrigerator systems often used CFC or HCFC blowing agents. Environmental regulations gradually pushed manufacturers toward more sustainable alternatives.
Cyclopentane became widely accepted because it combines environmental performance with excellent insulation capability.
Environmental Comparison
| Blowing Agent | ODP | GWP |
| CFC-11 | High | High |
| HCFC-141b | Medium | High |
| HFC Systems | Zero | High |
| Cyclopentane | Zero | Low |
Cyclopentane provides zero ozone depletion potential and lower global warming impact.
What Is a Cyclopentane High Pressure Foaming System?
Cyclopentane high pressure systems focus mainly on refrigerator insulation production rather than cabinet fabrication or sheet metal processing.

Main Equipment Scope
- Cyclopentane high pressure foaming machine
- Explosion-proof premixing system
- High pressure mixing head
- Refrigerator foaming molds
- Mold carrier system
- Material supply section
The insulation section becomes the core production area in refrigerator foaming factories.
Main Components of the Foaming System
High Pressure Foaming Machine
The foaming machine meters polyol and isocyanate accurately before impingement mixing.
Typical Parameters
| Item | Typical Range |
| Mixing pressure | 120–200 bar |
| Ratio accuracy | ±1–2% |
| Output range | 20–5000 g/s |
Stable pressure helps maintain foam uniformity.
Cyclopentane Premixing Unit
The premixing station blends cyclopentane into the polyol system under controlled conditions.
Main Functions
- Cyclopentane storage
- Metering control
- Explosion protection
- Mixing stabilization
This section directly affects blowing performance.
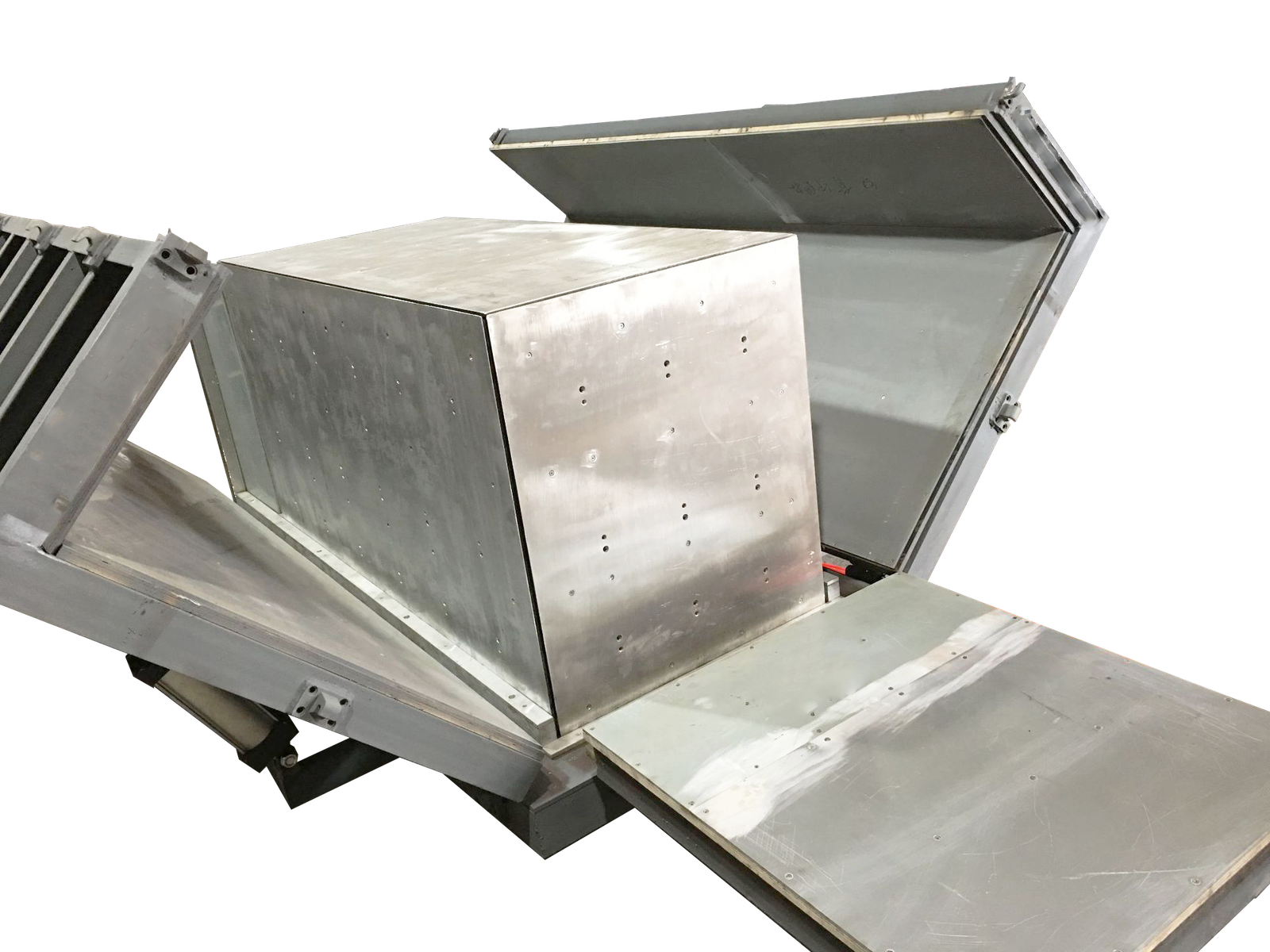
Refrigerator Foaming Molds
Foaming molds determine insulation thickness, filling quality, and cabinet dimensions.
Typical Mold Applications
- Household refrigerator
- Upright freezer
- Beverage cooler
- Display cabinet
- Medical refrigerator
Proper mold design greatly reduces foam defects.
How Refrigerator Foaming Works
Refrigerator foaming is a closed cavity process. The foam expands inside the space between the outer cabinet and inner liner.
Production Steps
- Cabinet positioning
- Mold locking
- Material injection
- Foam expansion
- Curing
- Demolding
The insulation layer forms during foam expansion.
Typical Production Parameters
| Parameter | Typical Range |
| Material temperature | 22–28°C |
| Mold temperature | 35–45°C |
| Injection pressure | 120–200 bar |
| Curing time | 4–8 min |
Stable conditions improve density consistency.
Advantages of Cyclopentane High Pressure Systems
Better Foam Uniformity
High pressure impingement mixing creates more uniform foam cells compared with traditional mechanical mixing.
Typical Benefits
- Lower void rate
- Better filling
- Stable density
- Reduced shrinkage
Large refrigerator cavities benefit significantly from uniform expansion.
Improved Energy Efficiency
The insulation layer strongly affects refrigerator electricity consumption.
Example Comparison
| Insulation Condition | Power Consumption |
| Standard insulation | 1.0 kWh/day |
| Improved PU insulation | 0.75–0.85 kWh/day |
Improved insulation may reduce energy consumption by 15–25% depending on cabinet design.
Higher Production Stability
Stable pressure and ratio control reduce process fluctuation.
Common Improvements
- More consistent density
- Lower scrap rate
- Better adhesion
- Fewer internal voids
Factories often report noticeable defect reduction after upgrading.
Importance of Refrigerator Foaming Molds
Molds influence not only shape accuracy but also insulation quality.
Important Mold Functions
- Maintain cavity geometry
- Support foam filling
- Control insulation thickness
- Improve demolding performance
Typical Mold Design Elements
| Component | Function |
| Vent holes | Release trapped air |
| Heating channels | Improve curing |
| Positioning system | Maintain alignment |
| Locking device | Stabilize cavity |
Poor venting may create internal voids.
How High Pressure Mixing Improves Refrigerator Insulation Quality
High-pressure refrigerator foaming systems use impingement mixing instead of traditional mechanical stirring. Polyol and isocyanate collide at high speed inside the mixing chamber, producing more uniform material distribution before injection.
This mixing method becomes especially important in refrigerator production because insulation cavities are large and often irregular. Better mixing quality improves density consistency and reduces insulation defects.
Main Advantages of High Pressure Mixing
- More uniform cell structure
- Better foam filling
- Lower shrinkage risk
- Reduced internal voids
- Stable density distribution
High Pressure vs Mechanical Mixing
| Factor | High Pressure Mixing | Mechanical Mixing |
| Mixing Method | Impingement | Mechanical stirring |
| Foam Uniformity | High | Medium |
| Cell Consistency | Better | Moderate |
| Cleaning Method | Self-cleaning | Manual cleaning |
| Automation Level | Higher | Medium |
Large refrigerator factories generally prefer high-pressure systems because stable mixing improves insulation quality during continuous production.
How the PU Insulation Layer Forms Inside Refrigerators
The polyurethane insulation layer forms between the refrigerator outer cabinet and internal liner. After injection, the foam expands rapidly and fills the entire cavity.
Thousands of closed cells develop during expansion. These cells trap blowing gas and greatly reduce heat transfer.
Foaming Stages
- Material injection
- Cream reaction
- Foam expansion
- Cell stabilization
- Curing
- Insulation layer formation
The final insulation structure directly affects refrigerator energy performance.
Typical Insulation Thickness
| Product Type | Insulation Thickness |
| Mini refrigerator | 30–45 mm |
| Household refrigerator | 40–70 mm |
| Upright freezer | 50–80 mm |
| Display cooler | 40–65 mm |
Thicker insulation usually improves thermal resistance but increases foam consumption.
Why Refrigerator Foaming Molds Matter
Many manufacturers focus mainly on foaming equipment, but molds strongly influence insulation performance. Poor mold design may create trapped air, incomplete filling, or uneven insulation thickness.
Main Functions of Refrigerator Molds
- Maintain cavity dimensions
- Guide foam expansion
- Control insulation thickness
- Improve demolding efficiency
Typical Mold Design Parameters
| Parameter | Typical Value |
| Vent hole diameter | 2–5 mm |
| Mold temperature | 35–45°C |
| Position accuracy | ±1–2 mm |
| Thickness deviation | <5% |
Optimized venting improves gas release and reduces internal void formation.
Energy Saving Benefits of Better Insulation
The insulation layer determines how often compressors operate. Better insulation reduces heat transfer and lowers power consumption.
Poor foam distribution may create localized heat leakage and increase compressor workload.
Energy Consumption Comparison
| Insulation Condition | Daily Energy Use |
| Standard insulation | 1.0–1.2 kWh |
| Optimized PU insulation | 0.75–0.95 kWh |
Improved insulation may reduce annual energy use by approximately 50–90 kWh depending on cabinet size and design.
Material Consumption and Production Cost Analysis
Stable cyclopentane foaming systems not only improve insulation quality but also reduce waste and long-term production costs.
Typical Foam Consumption
| Product | Foam Weight |
| Compact refrigerator | 1.2–2.0 kg |
| Household refrigerator | 2.5–4.5 kg |
| Upright freezer | 3.5–6.5 kg |
Larger freezer products usually require higher foam volume and longer curing cycles.
Typical Production Cost Comparison
| Item | Traditional System | Cyclopentane High Pressure |
| Scrap Rate | 8–10% | 3–4% |
| Material Waste | 6–8% | 2–4% |
| Annual Defect Loss | $80,000+ | $30,000+ |
| Density Consistency | ±8% | ±3% |
Although high-pressure systems require higher initial investment, stable production usually lowers operating costs over time.
Common Refrigerator Foaming Defects and Solutions
Several defects frequently appear during refrigerator insulation production. Most problems relate to process control, mold design, or material balance.
Foam Shrinkage
Typical Causes
- Low curing strength
- Excess blowing agent
- Weak crosslink density
Optimization Methods
- Increase curing time
- Improve formulation balance
- Stabilize pressure output
Shrinkage often appears in large freezer cabinets and thick insulation areas.
Internal Voids
Typical Causes
- Poor mold venting
- Air entrapment
- Incomplete filling
Optimization Methods
- Improve vent layout
- Increase filling stability
- Adjust injection parameters
Internal voids may significantly reduce insulation performance.
Weak Cabinet Adhesion
Typical Causes
- Surface contamination
- Low mold temperature
- Incorrect material ratio
Optimization Methods
- Improve surface cleaning
- Stabilize heating conditions
- Optimize formulation parameters
Good adhesion improves cabinet rigidity and insulation reliability.
Automation Trends in Refrigerator Insulation Production
Modern refrigerator factories increasingly move toward automated foaming systems.
Emerging Technologies
- Automatic mold carriers
- PLC pressure monitoring
- Smart ratio control
- Remote diagnostics
- Production data management
Automation improves output consistency and reduces manual dependence during large-scale production.
Explosion-Proof Design Requirements
Cyclopentane is flammable, so explosion protection becomes essential.
Main Safety Components
- Explosion-proof motors
- Gas detectors
- Ventilation units
- Grounding systems
- Explosion-proof electrical cabinets
Safety monitoring operates continuously during production.
Typical Safety Monitoring Items
| Monitoring Item | Purpose |
| Gas concentration | Leak detection |
| Pressure stability | Process control |
| Ventilation flow | Air exchange |
| Temperature | Fire prevention |
Modern systems integrate PLC monitoring for automatic alarms.
Production Capacity in Refrigerator Factories
Production output depends mainly on mold quantity and curing cycle.
Typical Output Data
| Product | Cycle Time | Daily Output |
| Small refrigerator | 3–5 min | 400–700 pcs |
| Household refrigerator | 4–6 min | 300–600 pcs |
| Upright freezer | 5–8 min | 200–500 pcs |
Automation level also affects capacity.
Common Problems During Refrigerator Foaming
Several defects may appear during insulation production.
Typical Problems
- Foam shrinkage
- Internal voids
- Poor filling
- Density fluctuation
- Weak adhesion
Most problems relate to pressure, temperature, or mold design.
Defect Analysis Table
| Problem | Possible Cause | Solution |
| Shrinkage | Low curing strength | Extend curing |
| Voids | Poor venting | Improve mold design |
| Density variation | Pressure fluctuation | Stabilize pumps |
| Weak adhesion | Temperature instability | Improve heating |
Process optimization often reduces defects significantly.
Real Factory Upgrade Example
A refrigerator factory upgraded from an older HCFC low-pressure system to a cyclopentane high-pressure foaming station.
Results After Upgrade
| Item | Before | After |
| Foam defect rate | 8–10% | 3–4% |
| Material waste | 6–8% | 2–4% |
| Density consistency | ±8% | ±3% |
| Energy efficiency | Standard | Improved |
The factory also achieved better environmental compliance.
Future Trends in Refrigerator Insulation
Refrigerator manufacturers increasingly focus on energy efficiency and automation.
Emerging Directions
- Smart pressure monitoring
- Automatic mold handling
- Low-emission blowing systems
- Higher insulation efficiency
- Digital production control
Cyclopentane technology will remain important for modern insulation production.
Modern refrigerator competitiveness depends heavily on insulation quality. Cyclopentane high pressure foaming systems provide stable foam structure, excellent thermal performance, and environmentally compliant production.
For refrigerator and freezer manufacturers, combining high-pressure foaming equipment with optimized refrigerator molds creates better insulation performance, lower defect rates, and higher production efficiency.